- 12月8日星期五東時間6P關閉員工事件同一天交付12月8日 東時間5點半12月9日星期六重開辦公指令可在任何時候上網
carbide固晶比特-nd磨坊Shank平麵二維DF2D

[特征
可用於各種應用,如傾斜曲麵反鑽孔
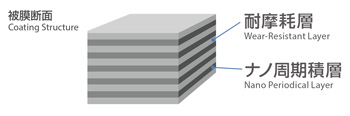
耐損層抑製並預防因周期納米層塗層而破解傳播
底層邊緣原型可減少切片阻抗力並實現穩定處理
i)注意
- 顏色不均可能在塗層中發生,但這不影響性能
碳化扁平ADF係列
基本規格和特征產品
各種處理應用
引入ADFO油孔不鏽鋼!
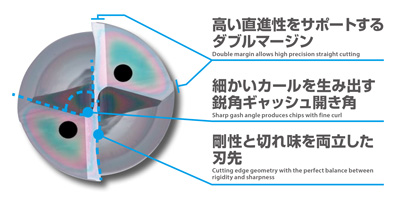
高度僵硬20度旋轉槽
ADF-2D/ADFLS-2D/ADFO-3D
IDF-2D/ADFLS-2D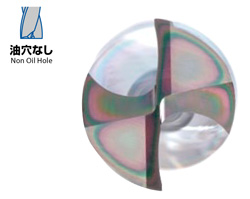
・通用
scan處理達2D
・支持各種處理應用
ADFO-3D
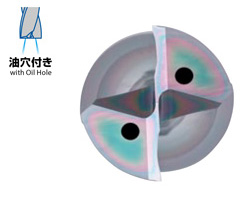
QC進程達3D
・不鏽鋼罐頭並處理*
精分芯片
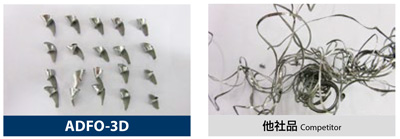
工作素材:SUS304
可使用此程序處理
它可以用於各種目的,例如傾斜麵和曲麵對衝處理和半裂口處理
+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++

無法實現半徑切
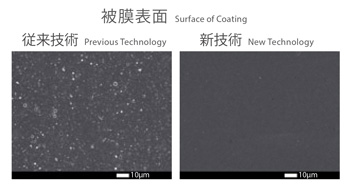
IchAda塗層內值小於##2)稱優表麵平滑
優滑擴展小直徑工具的使用壽命

IchAda注冊為OSG公司
EgiAs塗戴高耐戴強悍2級或以上
高穿抗熱抗爭 強健電影實現長壽穩定
| 名稱塗層 | 套接色 | 裝飾結構 | 硬性 (GPa) |
氧化啟動 溫度(攝氏度) |
耐熱性 | 疊加 | 表麵粗糙度 | 穿電阻 | 疊加阻 | 難為情 |
|---|---|---|---|---|---|---|---|---|---|---|
| IchAda | 黑灰色 | Cr基礎單層 | 三十九 | 1100 | ◎ | ◎ | ☆ | ◎ | ◎ | ○ |
| EgiAs | 幹擾色 | CrSI基礎 納米周期堆棧 |
40碼 | 1100 | ◎ | ◎ | ○ | ◎ | ◎ | ◎ |
EgiAs注冊為OSG公司
小直徑平麵處理 (無油洞)
| 工具使用 | NDF2D#0.2 |
| 處理麵 | 平麵 |
| 工作素材 | ss304 |
| 割速 | 25m/min-1) |
| 進料速率 | 58/mm/min(0.0015mm/rev) |
| 漏洞深度 | 0.4mm(stop) |
| 割液 | 可溶解切流水 |
| 廢機 | 垂直機械中心 |
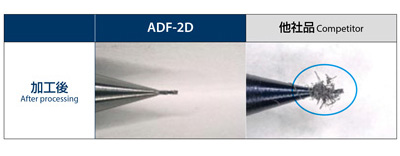
處理後比較100洞
斜麵處理 (無油洞)
| 工具使用 | ACF2D++ |
| 處理麵 | 嵌入式表麵(30度) |
| 工作素材 | SCM440(30HRC) |
| 割速 | 60m/min(1 910min-1) |
| 進料速率 | 191/min/0.1mm/rev |
| 漏洞深度 | 20m(stop) |
| 割液 | 可溶解切流水 |
| 廢機 | 橫向機械中心 |
漏洞錯配
拆半破洞 (無油孔)
| 工具使用 | ACF2D#12 |
| 處理麵 | 平麵 |
| 工作素材 | S50C |
| 割速 | 37m/min(982min)-1) |
| 進料速率 | 157mm/min/0.16mm/rev |
| 漏洞深度 | 24mm(stop) |
| 割液 | 可溶解切流水 |
| 廢機 | 橫向機械中心 |
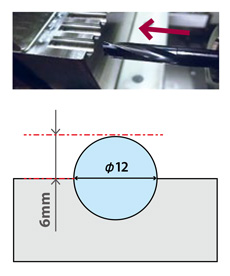
傾斜量(基值從口口取1毫米)

平麵處理 (無油洞)
| 工具使用 | ACF2D++ |
| 處理麵 | 平麵 |
| 工作素材 | S50C |
| 割速 | 75m/min(2 387min)-1) |
| 進料速率 | 430mm/min/0.18mm/rev |
| 漏洞深度 | 20毫米 |
| 割液 | 可溶解切流水 |
| 廢機 | 橫向機械中心 |
漏洞擴充備抵
預鑽探 (無油洞)
| 處理法 | 鑽探 | 磁帶處理 | |
| 工具使用 | ACF2DQQQY | 競爭者通用碳化物演練 | A-POTM10x1.5 |
| 處理麵 | 平麵傾斜度(30度) | ||
| 工作素材 | SS400 | ||
| 割速 | 50m/min(1 873min-1) | 30m/min(955min)-1) | |
| 進料速率 | 318mm/min(0.17mm/rev) | - | |
| 漏洞深度 | 20毫米 | ||
| 割液 | 可溶解切流水 | ||
| 廢機 | 水平機處理中心(帶同步進料機製) | ||
相容拉出場麵和前端場段
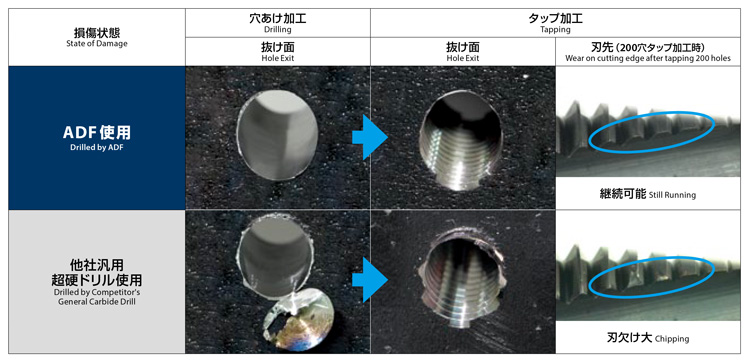
使用由另一公司製作的通用碳化物鑽孔時,打孔量大,自來水耐久性不穩定
反之,用ADF處理時,自控耐用性穩定
維度
推薦裁剪條件表
- 切片條件根據廠商推薦條件列出每種工料(通用鋼合金鋼、軟鋼、高硬鋼、不鏽鋼、鋁鐵、鑄鐵等)的革命數、進料速率和深度事端
- 最優機工條件視機工環境而異(機器工具、工具等),在使用前檢查機工條件(輪工表麵、聊天等)。
AFD2D
防割條件
開工上表基於假設工作頂麵平麵並進行了預處理並使用水溶切液二叉使用可溶解切流水或可溶解切流水20倍以上時,切速下降30%
3級機架僵硬和高精度
4級使用時保留工具外擾值為必要的最小值
5級調整裁剪條件按工作塊形狀和持有法狀態
6級安裝鑽頭時保持前沿流出0.01毫米或更少
7斜坡機械化時,調整旋轉速度和進料速率,並按機械化表麵傾角(BETI)調整
- 斜坡處理麵傾角為30度或30度以下時,使用上表40%至60%的進料率作為向導
- 斜坡處理表麵傾角超過30度時使用旋轉速度60-80%和進料速度40-60%作為向導
八點八分如果有實驗洞,芯片不分割,執行階梯處理
9.需要機械洞定位精度時,按機械洞定位精度調整上述旋轉速度和進料速率
10號5級或5級以下機機旋轉精度良好
11號機速達不到以上裁速時,使用盡可能高速度在這種情況下,耐用性可能會下降
適用工作素材
低碳鋼/熔鋼/合金鋼:(C<0.3%)SS400/SCM碳鋼:S35C/S50C
合金鋼:SCM/SCR/SNC
塑模鋼:NAK80
無稀鋼:SUS304
專用鋼/充氣式鋼/預硬化鋼
鑄鐵FC250
Ductile鑄鐵FCD600
鋁搭建素材:A5052/A7075
鋁合金鑄造:AC4C/ADC
基礎資訊
| 工作素材 | 通用鋼/Quenched/Cast鐵/ Alumum/Coop/Resin | 工具素材類型 | 卡比德 | 迭代Y/N | 可用 |
|---|---|---|---|---|---|
| 套接字類型 | 其餘 | 帶/無油洞 | 農城 | 迭代細節 | EgiAs套件 |
產品注解 :請檢查產品規範內卡比德固態鑽頭-直流/End MilkshankADF-2D-2.3包含在我們供品OSG StraightShank & End Milkdrackdrillbits(Carbide)和全線OSG產品中
類型
- ACF2D
孔直徑(鑽孔直徑)(mm)
- 2
- 2.1
- 2.2.
- 2.3
- 2.32
- 2.4
- 2.42
- 2.5
- 2.54
- 2.58
- 2.6
- 2.7
- 276
- 2.78
- 2.8
- 2.9
- 3
- 3點3分
- 311
- 315
- 3.2
- 3
- 3.4
- 3.5
- 3.53
- 3.6
- 366
- 3點68分
- 3.7
- 3.8
- 3.9
- 4
- 4.03
- 4.1
- 4.2
- 4.3
- 4.4
- 4.5
- 4.53
- 4.6
- 4.62
- 4.64
- 4.7
- 4.8
- 4.9
- 5
- 5.03
- 5.1
- 5.2
- 5.3
- 5.4
- 5.5
- 5.52
- 5.54
- 5.6
- 5.7
- 5.8
- 5點9分
- 6
- 6.03
- 6.1
- 6.2
- 6.3
- 6.4
- 6.5
- 6.53
- 6.6
- 6.7
- 6.8
- 6.9
- 7
- 7.03
- 7.1
- 7.2
- 7.3
- 7.4
- 7.5
- 7.6
- 7.7
- 7.8
- 7.9
- 8
- 8.03
- 8.1
- 8.2
- 8.3
- 8.4
- 8.5
- 8.53
- 8.6
- 8.7
- 8.8
- 8.9
- 九九
- 九點零三分
- 9.1
- 9.2
- 9.3
- 9.4
- 9.5
- 9.6
- 九點七
- 九點八
- 9.9
- 10
- 10.03
- 10.1
- 10.2
- 10.3
- 10.4
- 10.5
- 10.6
- 10.7
- 10.8
- 10.9
- 11
- 11.03
- 11.1
- 11.2
- 11.3
- 11.4
- 11.5
- 11.6
- 11.7
- 11.8
- 11.9
- 12
- 12.03
- 12.1
- 12.2
- 12.3
- 12.4
- 12.5
- 12.6
- 12.7
- 12.8
- 12.9
- 13
- 13.1
- 13.2
- 13.3
- 13.4
- 13.5
- 13.6
- 13.7
- 13.8
- 13.9
- 14.1
- 14.2
- 14.3
- 14.4
- 14.5
- 14.6
- 14.7
- 14.8
- 14.9
- 15.1
- 15.2
- 15.3
- 15.4
- 15.5
- 15.6
- 15.7
- 15.8
- 15.9
- 16
- 16.5
- 17
- 17.5
- 18號
- 18.5
- 19號
- 19.5
- 20碼
Groove長度L(mm)
整體長度L(mm)
shank類型
- 結束廠Shank
- 直叉
Shank直徑(mm)
工具號
- 330200
- 33302
- 3330220
- 330230
- 3330232
- 330240
- 3330242
- 330250
- 3330254
- 3330258
- 330260
- 330270
- 3330276
- 3330278
- 3330280
- 3330290
- 330300
- 3330303
- 3330310
- 3330315
- 330320
- 33303
- 3330340
- 3330350
- 3330353
- 330360
- 3330366
- 3330368
- 3330370
- 330380
- 3330390
- 3330400
- 3330403
- 3330410
- 3330420
- 330430
- 3330440
- 3330450
- 3330453
- 330460
- 3330462
- 3330464
- 3330470
- 3330480
- 3330490
- 330500
- 3330503
- 3330510
- 3330520
- 3330530
- 3330540
- 330550
- 3330552
- 330554
- 3330560
- 330570
- 3330580
- 330590
- 330600
- 3330603
- 3330610
- 3330620
- 3330630
- 3330640
- 3330650
- 3330653
- 3330660
- 3330670
- 3330680
- 3330690
- 3330700
- 3330703
- 3330710
- 3330720
- 3330730
- 3330740
- 3330750
- 3330760
- 3330770
- 3330780
- 3330790
- 330800
- 3330803
- 3330810
- 3330820
- 3330830
- 3330840
- 3330850
- 3330853
- 3330860
- 3330870
- 3330880
- 3330890
- 3330900
- 3330903
- 3330910
- 3330920
- 3330930
- 3330940
- 3330950
- 3330960
- 3330970
- 3330980
- 330990
- 3331000
- 3331003
- 3331010
- 3331020
- 3331030
- 3331040
- 3331050
- 3331060
- 3331070
- 3331080
- 3331090
- 3331100
- 3331103
- 3331110
- 3331120
- 3331130
- 3331140
- 3331150
- 3331160
- 3331170
- 3331180
- 3331190
- 3331200
- 3331203
- 33312
- 3331220
- 3331230
- 3331240
- 3331250
- 3331260
- 3331270
- 3331280
- 3331290
- 3331300
- 3331310
- 3331320
- 3331330
- 3331340
- 3331350
- 3331360
- 3331370
- 3331380
- 3331390
- 3331410
- 3331420
- 3331430
- 33314
- 3331450
- 3331460
- 3331470
- 3331480
- 3331490
- 3331510
- 3331520
- 3331530
- 3331540
- 3331550
- 3331560
- 3331570
- 3331580
- 3331590
- 3331600
- 3331650
- 33317700
- 3331750
- 3331800
- 3331850
- 3331900
- 3331950
- 3332000
下長二(mm)
日歸船
-
- 全部
- 4天或小
指定變換
- 某些部件的規格和尺寸可能不完全覆蓋精確細節指製造商目錄
類似產品
| 部件數目 |
|---|
| ACF-2D-10.2 |
| ACF-2D-10.3 |
| ACF-2D-10.4 |
| ACF-2D-232 |
| ACF-2D-2.4 |
| ACF-2D-2.42 |
額外產品類
- 碳化固鑽點-微大革命鑽點-不鏽鋼挖掘MRS-GDL
- Carbide固鑽點-結束磨坊Shank
- 碳化固鑽點-結束廠Shank,Toglon硬點
- 碳化固滑比特-直叉子半龍ADSL
- 碳化固流比特-直流/End Mills彙合式
- 碳化固鑽比特-MQL長鑽比特,TiALNcoated,30xD加油洞,RT100T6513
- carbide固態鑽頭-Unity工具鑽頭1.6X10UDCMX
- 碳化固鑽點-聯合工具鑽點,2.1X10UDCMX
加載中
您的評語幫助改善網站提供反饋