- Webcode搜索|係列
-
#代碼
- 關鍵字建議
菜單關閉
硬質合金鑽頭。直/立銑刀柄,平型,ADF-2D

(特性)
·可用於斜麵、曲麵反鏜、半劈裂孔鑽孔等各種應用。
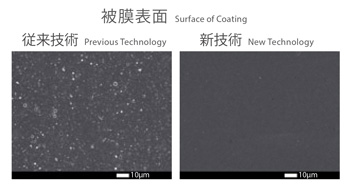
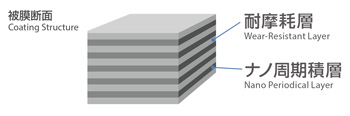
·由於周期性的納米層狀塗層,耐磨層抑製磨損並防止裂紋擴展。
·獨創的底邊形狀,降低切削阻力,加工穩定。
(我)謹慎
- 塗層中可能會出現顏色不均勻的情況,但這並不影響性能。
硬質合金平鑽ADF係列
產品的基本規格和特點
適用於各種加工應用!
介紹不鏽鋼帶油孔的ADFO !!!
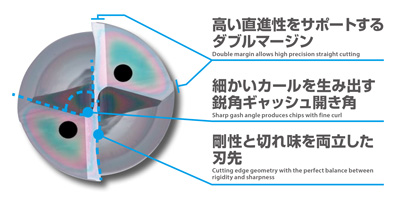
高剛性20°扭轉槽
ADF-2D / ADFLS-2D / ADFO-3D
Adf-2d / adfls-2d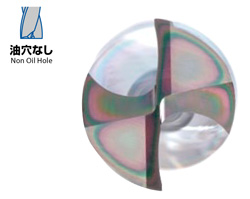
·通用
·最多可加工2D
·支持各種加工應用
ADFO-3D
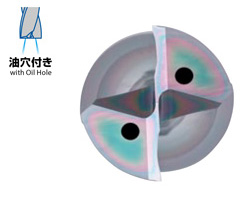
·可加工至3D
·不鏽鋼可以也被處理*
*細切薯條
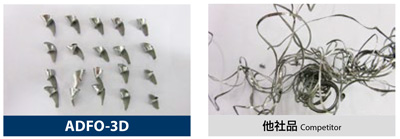
工作材料:SUS304
這一個可以用於各種處理應用程序!
可用於斜麵、曲麵反鏜、半裂紋孔加工等多種用途。
M6或以下滾動絲錐與先導孔加工兼容的標準尺寸

不可能做徑向切割。
IchAda塗層(小於φ2)具有極好的表麵光滑度
除高耐磨性和耐熱性外,優異的光滑度延長了小直徑刀具的使用壽命。

IchAda是OSG Corporation的注冊商標。
EgiAs塗層具有較高的耐磨性和韌性(φ2及以上)
具有優異韌性的薄膜具有高耐磨性和耐熱性,壽命長,壽命穩定。
| 塗料名稱 | 塗層的顏色 | 塗層結構 | 硬度 (GPa) |
氧化開始 溫度(℃) |
耐熱 | 附著力 | 表麵粗糙度 | 耐磨性 | 粘附阻力 | 韌性 |
|---|---|---|---|---|---|---|---|---|---|---|
| IchAda | 黑灰色 | 鉻基單層 | 39 | 1100年 | ◎ | ◎ | ☆ | ◎ | ◎ | ○ |
| EgiAs | 幹涉色 | Cr、Si-based 納米周期疊加 |
40 | 1100年 | ◎ | ◎ | ○ | ◎ | ◎ | ◎ |
(Standard)〇→◎→☆(Optimal) EgiAs是OSG Corporation的注冊商標。
小直徑平麵加工 (無油孔)
| 工具使用 | ADF-2Dφ0.2 |
| 處理表麵 | 飛機 |
| 工作材料 | SUS304 |
| 切割速度 | 25米/分鍾(38788分鍾-1) |
| 進給速率 | 58毫米/分鍾(0.0015毫米/牧師) |
| 井深 | 0.4 mm(停止) |
| 切削液 | 水溶性切削液 |
| 使用機器 | 立式加工中心(HSK E25) |
加工100個孔後比較
斜麵加工 (無油孔)
| 工具使用 | ADF-2Dφ10 |
| 處理表麵 | 斜麵(30°) |
| 工作材料 | 人權組織SCM440 (30) |
| 切割速度 | 60米/分鍾(1910分鍾-1) |
| 進給速率 | 191毫米/分鍾(0.1毫米/牧師) |
| 井深 | 20毫米(停止) |
| 切削液 | 水溶性切削液 |
| 使用機器 | 臥式加工中心BT40 |
井眼不對中量
加工半裂紋孔 (無油孔)
| 工具使用 | ADF-2Dφ12 |
| 處理表麵 | 飛機 |
| 工作材料 | S50C |
| 切割速度 | 37米/分鍾(982分鍾-1) |
| 進給速率 | 157毫米/分鍾(0.16毫米/牧師) |
| 井深 | 24毫米(停止) |
| 切削液 | 水溶性切削液 |
| 使用機器 | 臥式加工中心BT40 |
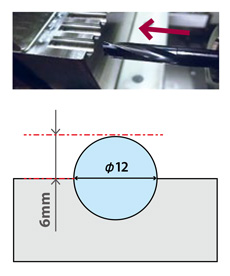
傾斜量(以距離口部1mm為基準)

平麵加工 (無油孔)
| 工具使用 | ADF-2Dφ10 |
| 處理表麵 | 飛機 |
| 工作材料 | S50C |
| 切割速度 | 75米/分鍾(2387分鍾-1) |
| 進給速率 | 430毫米/分鍾(0.18毫米/牧師) |
| 井深 | 20毫米(街) |
| 切削液 | 水溶性切削液 |
| 使用機器 | 臥式加工中心BT40 |
擴孔餘量
絲錐預鑽 (無油孔)
| 處理方法 | 鑽井 | 絲錐加工 | |
| 工具使用 | ADF-2Dφ8.5 | 競爭對手的通用硬質合金鑽頭 | A-POT M10 x 1.5 |
| 處理表麵 | 平麵→斜麵(30°) | ||
| 工作材料 | SS400 | ||
| 切割速度 | 50米/分鍾(1873分鍾-1) | 30米/分鍾(955分鍾-1) | |
| 進給速率 | 318毫米/分鍾(0.17毫米/牧師) | - | |
| 井深 | 20毫米(街) | ||
| 切削液 | 水溶性切削液 | ||
| 使用機器 | 臥式加工中心(帶同步進給機構) | ||
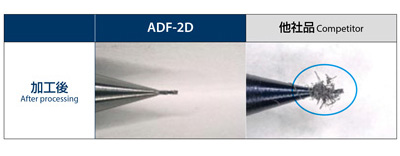
■每個鑽頭的拉出麵和切削刃的比較
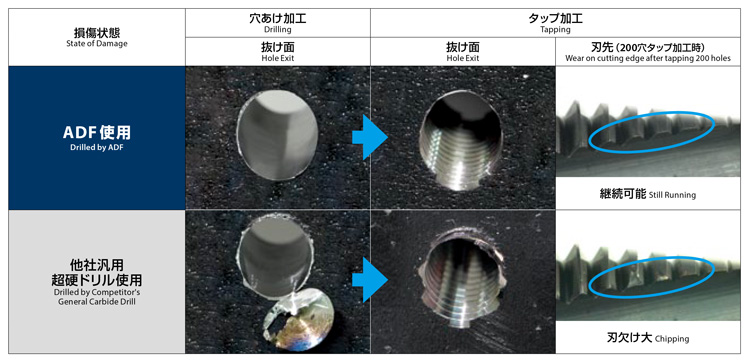
如果使用其他公司生產的通用硬質合金鑽頭,毛刺會很大,絲錐耐久性也會不穩定。
另一方麵,當使用ADF加工時,絲錐耐久性穩定。
維
推薦切割條件表
- 對於這種切削條件,根據製造商的推薦條件,列出了每種工作材料(通用鋼、合金鋼、回火鋼、高硬度鋼、不鏽鋼、鋁、鑄鐵等)的轉數、進給速度和切削深度。事情
- 最佳加工條件因加工環境(機床、工裝等)而異,因此在使用前檢查加工條件(加工麵、抖振等)。
AFD-2D
切割條件注意事項
1.上表所基於的假設是,工件的頂表麵是平坦的,並且已經進行了預銑削,並且使用了水溶性切削液。2.當使用不溶於水的切削液或超過20倍的水溶性切削液時,將切削速度降低30%。
3.使用剛性和高度精確的機器和支架。
4.使用時,應將刀具凸出量控製在必要的最小值。
5.根據工件形狀和握持方法的狀態,調整切削條件。
6.安裝鑽頭時,切削刃跳動不超過0.01 mm。
7.在斜坡上加工時,根據加工麵傾角(β)調整轉速和進給速度。
- 當加工加工麵傾角(β)為30°或更小的斜坡時,以上表中40 ~ 60%的進給率為指導。
- 加工加工麵傾角(β)超過30°的斜坡時,以60 ~ 80%的轉速和40 ~ 60%的進給率為導向。
8.如果有導孔,則晶片不會被分割,需進行分步處理。
9.如對加工孔定位精度有要求,可根據加工精度調整上述轉速和進給速度。
10.請在主軸旋轉精度好的機器上使用φ5及以下的機床。
11.如果機床速度達不到上述切削速度,則使用盡可能高的一個速度。在這種情況下,耐久性可能會降低。
適用工作材料
低碳鋼/低碳鋼/合金鋼:(C<0.3%) SS400/SCM碳鋼:S35C/S50C
合金鋼:SCM/SCr/SNCM
塑料模具鋼:NAK80
不鏽鋼:SUS304
特種鋼/回火鋼/預硬化鋼
鑄鐵:FC250
球墨鑄鐵:FCD600
鋁造成材料:A5052 / A7075
鋁合金鑄件:AC4C/ADC
加載……
基本信息
| 工作材料 | 普通鋼/調質鋼/鑄鐵/鋁/銅/樹脂 | 工具材質 | 硬質合金 | 塗層Y / N | 可用 |
|---|---|---|---|---|---|
| 塗層類型 | 其他 | 有/沒有油孔 | NA | 塗層的細節 | EgiAs塗層 |
孔徑(鑽徑)Dc(毫米)
- 2
- 2.1
- 2.2
- 2.3
- 2.32
- 2.4
- 2.42
- 2.5
- 2.54
- 2.58
- 2.6
- 2.7
- 2.76
- 2.78
- 2.8
- 2.9
- 3.
- 3.03
- 3.1
- 3.15
- 3.2
- 3.3
- 3.4
- 3.5
- 3.53
- 3.6
- 3.66
- 3.68
- 3.7
- 3.8
- 3.9
- 4
- 4.03
- 4.1
- 4.2
- 4.3.
- 4.4
- 4.5
- 4.53
- 4.6
- 4.62
- 4.64
- 4.7
- 4.8
- 4.9
- 5
- 5.03
- 5.1
- 5.2
- 5.3
- 5.4
- 5.5
- 5.52
- 5.54
- 5.6
- 5.7
- 5.8
- 5.9
- 6
- 6.03
- 6.1
- 6.2
- 6.3
- 6.4
- 6.5
- 6.53
- 6.6
- 6.7
- 6.8
- 6.9
- 7
- 7.03
- 7.1
- 7.2
- 7.3.
- 7.4
- 7.5
- 7.6
- 7.7
- 7.8
- 7.9
- 8
- 8.03
- 8.1
- 8.2
- 8.3.
- 8.4
- 8.5
- 8.53
- 8.6
- 8.7
- 8.8
- 8.9
- 9
- 9.03
- 9.1
- 9.2
- 9.3
- 9.4
- 9.5
- 9.6
- 9.7
- 9.8
- 9.9
- 10
- 10.03
- 10.1
- 10.2
- 10.3
- 10.4
- 10.5
- 10.6
- 10.7
- 10.8
- 10.9
- 11
- 11.03
- 11.1
- 11.2
- 11.3.
- 11.4
- 11.5
- 11.6
- 11.7
- 11.8
- 11.9
- 12
- 12.03
- 12.1
- 12.2
- 12.3
- 12.4
- 12.5
- 12.6
- 12.7
- 12.8
- 12.9
- 13
- 13.1
- 13.2
- 13.3
- 13.4
- 13.5
- 13.6
- 13.7
- 13.8
- 13.9
- 14
- 14.1
- 14.2
- 14.3
- 14.4
- 14.5
- 14.6
- 14.7
- 14.8
- 14.9
- 15
- 15.1
- 15.2
- 15.3
- 15.4
- 15.5
- 15.6
- 15.7
- 15.8
- 15.9
- 16
- 16.5
- 17
- 17.5
- 18
- 18.5
- 19
- 19.5
- 20.
槽長L(毫米)
總長度L(毫米)
柄類型
- 立銑刀柄
- 直柄
杆直徑(毫米)
沒有工具。
- 3330200
- 3330210
- 3330220
- 3330230
- 3330232
- 3330240
- 3330242
- 3330250
- 3330254
- 3330258
- 3330260
- 3330270
- 3330276
- 3330278
- 3330280
- 3330290
- 3330300
- 3330303
- 3330310
- 3330315
- 3330320
- 3330330
- 3330340
- 3330350
- 3330353
- 3330360
- 3330366
- 3330368
- 3330370
- 3330380
- 3330390
- 3330400
- 3330403
- 3330410
- 3330420
- 3330430
- 3330440
- 3330450
- 3330453
- 3330460
- 3330462
- 3330464
- 3330470
- 3330480
- 3330490
- 3330500
- 3330503
- 3330510
- 3330520
- 3330530
- 3330540
- 3330550
- 3330552
- 3330554
- 3330560
- 3330570
- 3330580
- 3330590
- 3330600
- 3330603
- 3330610
- 3330620
- 3330630
- 3330640
- 3330650
- 3330653
- 3330660
- 3330670
- 3330680
- 3330690
- 3330700
- 3330703
- 3330710
- 3330720
- 3330730
- 3330740
- 3330750
- 3330760
- 3330770
- 3330780
- 3330790
- 3330800
- 3330803
- 3330810
- 3330820
- 3330830
- 3330840
- 3330850
- 3330853
- 3330860
- 3330870
- 3330880
- 3330890
- 3330900
- 3330903
- 3330910
- 3330920
- 3330930
- 3330940
- 3330950
- 3330960
- 3330970
- 3330980
- 3330990
- 3331000
- 3331003
- 3331010
- 3331020
- 3331030
- 3331040
- 3331050
- 3331060
- 3331070
- 3331080
- 3331090
- 3331100
- 3331103
- 3331110
- 3331120
- 3331130
- 3331140
- 3331150
- 3331160
- 3331170
- 3331180
- 3331190
- 3331200
- 3331203
- 3331210
- 3331220
- 3331230
- 3331240
- 3331250
- 3331260
- 3331270
- 3331280
- 3331290
- 3331300
- 3331310
- 3331320
- 3331330
- 3331340
- 3331350
- 3331360
- 3331370
- 3331380
- 3331390
- 3331400
- 3331410
- 3331420
- 3331430
- 3331440
- 3331450
- 3331460
- 3331470
- 3331480
- 3331490
- 3331500
- 3331510
- 3331520
- 3331530
- 3331540
- 3331550
- 3331560
- 3331570
- 3331580
- 3331590
- 3331600
- 3331650
- 3331700
- 3331750
- 3331800
- 3331850
- 3331900
- 3331950
- 3332000
頭下長度ℓ₂(毫米)
類型
- ADF-2D
發貨天數
-
- 所有
- 4天以內
指定的改變
- 有些零件的規格和尺寸可能沒有完全涵蓋。有關詳細信息,請參閱製造商目錄。
本類別中的其他產品
- 硬質合金鑽頭。帶油孔的TiAlN塗層立銑刀柄,常規
- 硬質合金鑽頭-直柄,直切削刃,規則
- 硬質合金鑽頭。高硬度鋼,FH-GDN,中用立銑刀柄
- 硬質合金鑽頭-用於有色金屬加工,NF-GDN,介質
- 硬質合金鑽頭。直柄鑽頭,5xd, rt100u2474
- 硬質合金鑽頭-直柄,200mm, GT100 J693
- 硬質合金整體鑽頭。整體樞軸型立銑刀柄,KDR-F
- 硬質合金鑽頭-聯合工具鑽頭,1.5 X 10, UDCMX












我們如何改進?
我們如何改進?
雖然我們無法直接回應在此表格中提交的意見,但我們將對這些信息進行審查,以供未來改進。
客戶隱私政策
謝謝你的合作。
雖然我們無法直接回應在此表格中提交的意見,但我們將對這些信息進行審查,以供未來改進。
請使用查詢表格.
客戶隱私政策